IoT-driven inventory management

Related topics:
Last updated:
According to recent research, only 33% of manufacturers use inventory management software, the rest 67% still relying on either Excel- or paper-based methods. They lose an average of 18 hours per month writing down inventory details on a piece of paper and entering information on each item into a spreadsheet. But labor-intensiveness is not the only issue - Marketwatch estimated that 88% of spreadsheets contain errors.
The good news is that with the help of IIoT and RFID, manufacturers can outflank the problems bound to the manual methods and gain real-time visibility into their inventory. In this guide, we’ll share our IoT consulting experience to reveal the top points to know to leverage IIoT and RFID for inventory management effectively.
A smart inventory approach: What’s behind it?
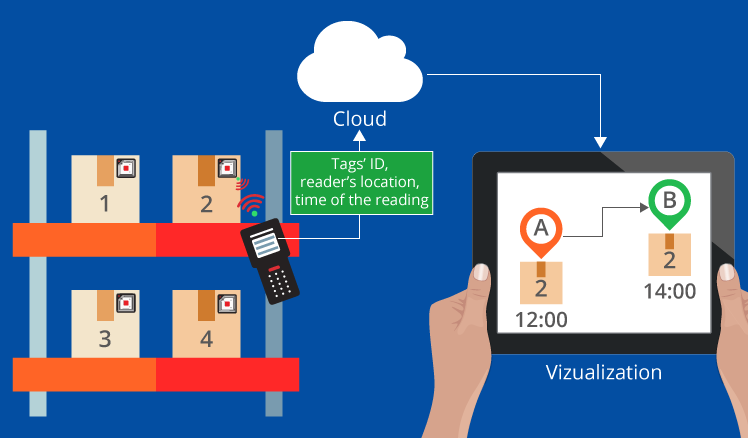
In an inventory management solution based on Industrial IoT and RFID, any individual inventory item that is to be tracked receives an RFID tag. Each tag has a unique identification number (ID) that contains encoded digital data about an inventory item, e.g. a model, a batch number, etc. Tags are scanned by RFID readers. Upon scanning, a reader extracts tags’ IDs and transmits them to the cloud for processing.
Along with the tags’ IDs, the cloud receives the data about the reader’s location and the time of the reading. Based on this data, the cloud states the location of the item with the corresponding ID, visualizes the findings and displays real-time updates about inventory items’ movements to the solution users, allowing them to monitor the inventory using a smartphone or a laptop from anywhere, in real time.
Let’s have a closer look at the technologies that enable smart inventory management.
RFID
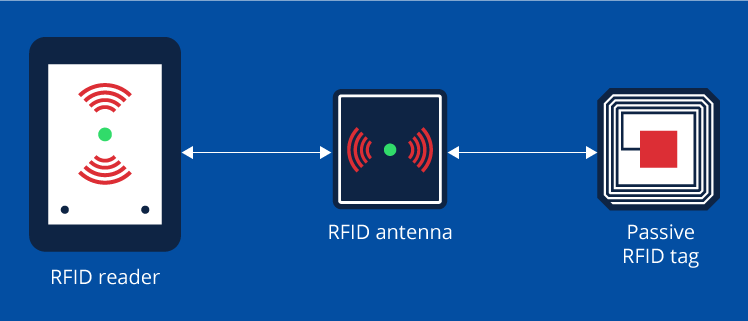
RFID systems feature three main components: RFID tags, RFID antennas and RFID readers.

RFID tags
An RFID tag has an ID carrying the information about a specific object. It can be attached to any physical surface, including raw materials, finished goods, packages, crates, pallets, etc. In an industrial setting, mainly passive tags are used, i.e. those without their own power supply. Such tags are cheaper but require the power from the reader to be able to transmit data.
RFID antennas
An RFID antenna catches the waves from the reader to supply energy for tags’ operation and relays the radio signal from the tags to the readers.
RFID readers
An RFID reader, which can be either fixed or handheld, uses radio waves to write to and read from the tags. It can read from the number of tags over distance. The reader catches the IDs that are written in tags’ memory banks and transmits them to the cloud, together with the data about the readers’ locations and the time of readings.
IIoT
The role of IIoT in inventory management boils down to turning the data fetched by RFID readers into meaningful insights about inventory items’ location, statuses, movements, etc., and giving users a corresponding output. For example, based on the data about the inventory quantity and location, machine learning – a component of an IoT-based inventory management solution architecture – can forecast the amount of raw materials needed for the upcoming production cycle. The output an IoT system provides can have various forms: it can send an alert to a user if any individual inventory item is lost, notify of the need to replenish materials, etc.
Moreover, inventory management solutions based on Industrial IoT can be integrated with other systems, say, ERP – and share data with other enterprise’s departments.
For instance, since inventory value can be a significant portion of a company’s assets, inventory data is crucial for an accounting department to ensure that a company’s annual reports and tax returns are accurate.
What are the benefits of an IoT approach?
IoT-based inventory management lays a solid foundation for the digitalization of the manufacturing ecosystems and offers both process and business benefits, including:
- Automation of inventory tracking and reporting
With RFID and IIoT, inventory managers don’t need to spend time on manual tracking and reporting. Each item is tracked and the data about it is recorded to a big data warehouse automatically. Automated asset tracking and reporting save up to 18 hours of working time per month and reduces the probability of human error.
- Constant visibility into the inventory items’ quantity, location and movements
An IoT-based inventory management solution gives manufacturers precise visibility into the flow of raw materials and components, work-in-progress and finished goods by providing real-time updates about the status, location, and movement of the items, so that inventory managers see when an individual inventory item enters or leaves a particular location.
The better inventory managers know their stock, the more likely they are to have the right items in the right place at the right time. With the real-time data about the quantity and the location of the inventory items, manufacturers can lower the amount of inventory on hand while meeting the needs of the customers at the end of the supply chain.
- Identifying bottlenecks in the operations
With the real-time data about the location and the quantity of the inventory items, manufacturers can reveal bottlenecks in the manufacturing process and pinpoint machines with lower utilization rates. For instance, if part of the inventory tends to pile up in front of a machine, a manufacturer assumes that the machine is underutilized and needs to be seen to.
- Lead time optimization
By providing inventory managers with the data about the amount of available inventory and machine learning-driven demand forecasts, solutions based on IIoT allow manufacturers to reduce lead times. Here is an example: a RFID-based inventory management solution allowed Zara to take a garment from design through the manufacturing process to a smart warehouse in just 10 days.
How does an inventory management solution based on IIoT and RFID work?
To see more clearly how the inventory management based on IIoT and RFID works, let’s consider an example. Say, among other pharmaceutical equipment, an enterprise produces single-punch tablet presses. The enterprise owns two geographically dispersed factories: one – to produce press components, the other – to assemble the final unit.
At the start of the production cycle, the components for, say, die lower punches, get passive RFID tags. Each tag is granted a unique identification number that contains data about every part. The list of tags’ IDs is saved to a big data warehouse.
During the manufacturing process, as the tagged components move from station to station and from shop to shop, the RFID readers scan the tags and relay the IDs, the time of the readings, and the data about the location of the readers to the cloud.
The cloud analyzes the incoming data and identifies the locations and the statuses of the components. If any of them is missing, the cloud pinpoints the missing part, sends an alert to a solution user and sets the status of the item in the inventory management solution to ‘missing’. As soon as the location of the component is identified, its status is set back to ‘in production’.
When the production of the die lower punches is finished, they are shipped to the other facility for assembling. They are packed in packages and crates, put on pallets and placed in vehicles, the vehicles are scanned with a handheld RFID reader before they depart. The employees at the assembly affiliate see that the parts have left the production affiliate. Once the parts arrive at the assembly facility, the vehicles are scanned with handheld readers one more time to make sure no items are lost.
As soon as the single-punch tablet presses are assembled, each press receives another tag (the tags from press components can be either kept or removed, depending on the cost-effectiveness of the required operations). As the presses move from department to department, say, from assembly to quality check, the readers installed in the doorways scan the tags attached to the presses to relay the data to the cloud and identify presses’ precise location. The presses are tracked all the way till the moment they are shipped to a warehouse.
In the warehouse, the reader scans the tags and in case the cloud detects a missing unit, it sends an alert to an operator. If the IoT-based inventory management solution doesn’t report any missing units, the pallets are forklifted and unloaded.
As a result, manufacturers track the inventory from the day the individual components were manufactured to the day the assembled unit arrives at a warehouse and then departs from it to reach end-customers.
Are there any challenges and limitations?
As our IoT development experience proves, the use of RFID technologies can be limited by the following factors:
- Since RFID tags can be attached to the items that are still in progress, manufacturers have to ensure that the tags do not influence the manufacturing process.
- Although RFID readers can scan through most of non-metallic materials, they still may have troubles scanning through liquid and metal. If you try to scan through a tank of water or a metal sheet, tag readings may be inaccurate.
- Tag prices range from 5 cents to $10 per item. The price of RFID readers can go to as much as $3,000 to $20,000 per item, installation and configuration included. Therefore, the cost of the products should be high enough for the tags and readers to pay off.
The outcomes
An IoT-based inventory management and asset tracking solution offers constant visibility into the inventory by providing real-time information fetched by RFID tags. It helps to track the precise location of raw materials, work-in-progress and finished goods. As a result, manufacturers can balance the amount of on-hand inventory, increase the utilization of machines, reduce lead time, and thus, avoid hidden costs bound to the less effective manual methods.
