3 Reasons to Drive Business Intelligence Adoption in Manufacturing

Related topics:
3 min read
Last updated:
According to the stats, the manufacturing industry is among the laggards in terms of adopting BI tools. Our business intelligence implementation consultants believe that this happens mostly because manufacturers tend to be over-reliant on the capabilities of their ERP systems. Below, we explain why manufacturers should look beyond ERPs by illustrating what they are missing when not bringing BI on board.

Integrating data from disparate systems
ERP systems are powerful, though they are not tailored to analytics. Our team considers ERP as a vital, yet one of many data sources. In terms of data analysis, relying on one data source and disregarding a couple of others can result in misleading insights. We strongly believe that only a BI solution that integrates data from all the manufacturer’s systems and applications, such as ERP, CRM, SCM, and MES, can produce actionable and trustable insights.
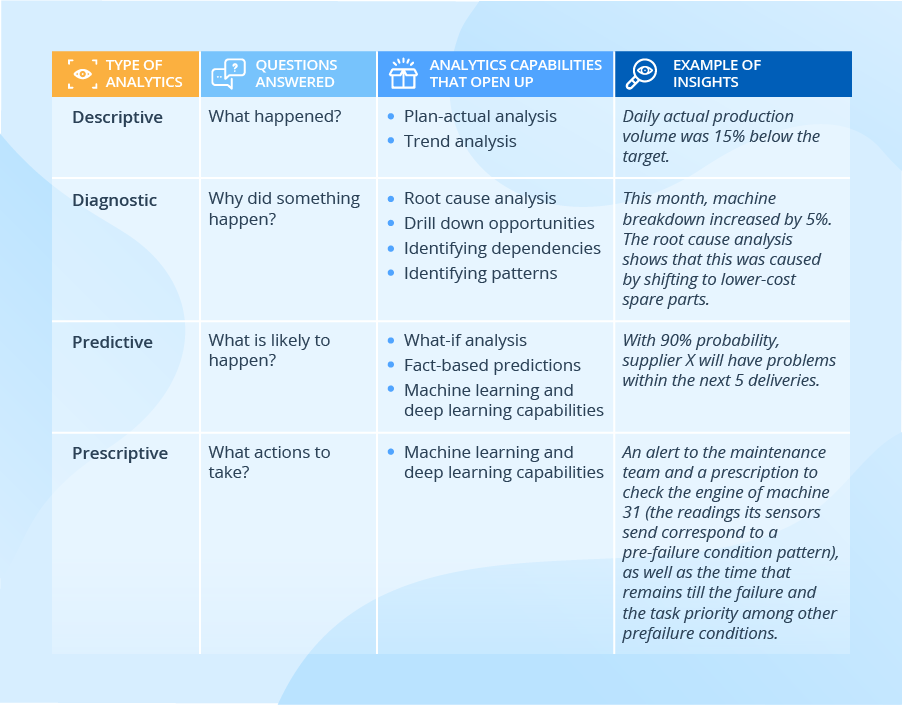
Providing rich analysis options
Our BI team also highlights that with the help of a BI solution, manufacturers can analyze both traditional and big data and benefit from all analytics types, including advanced ones. The table below shows more details of how a certain analytics type can contribute to fact-based decision-making:
Providing insights tailored to users
With the following 3 aspects of BI implementation considered, every employee, be they line workers or top managers, can get the insights they require in a convenient and timely manner:
Dashboards and reports tailored to different user roles
Line supervisors will make use of such KPIs as throughput, yield, and capacity utilization, for the lines they manage. In their turn, plant managers will analyze these values aggregated for all the production lines (with the possibility to drill down to individual lines if required). And top management will benefit from seeing these KPIs aggregated to the level of plants and regions.
Predefined reports and self-service analytics
With an intuitive self-service analysis and visualization tool, users can drill down to the data in search of insights, with no involvement from the IT or the data analytics teams. For example, a sales manager can open a predefined report depicting total sales and easily drill down to the sales by product category in a few clicks. And this demo shows how a business user can perform root cause analysis within a couple of minutes.
Historical reports and real-time analytics, including alerts
A BI solution should also meet users’ expectations of the speed of delivering insights. For example, the purchasing team would be fine to get a weekly report on the machinery parts that most frequently go out of order and use this info to adjust the purchasing of spare parts accordingly. And when it comes to a machinery breakdown or a pre-failure condition, real-time analytics is required for a maintenance team, which should be immediately alerted to avoid or, at least, minimize equipment downtime.
So, should we expect BI adoption growth in manufacturing in the future?
We strongly believe that manufacturing will catch up with the current leading industries in BI adoption. Manufacturers just cannot stay aside and miss the opportunities that BI brings thanks to integrated data, rich analysis options, and insights tailored to users. This is especially important when manufacturers serve multiple markets, manage complicated supply chains, and set up transparent, controllable and manageable production processes.
